

Meio rolamento autolubrificante MXB-JFFB
Cat:Rolamento Autolubrificante
Os semi-rolamentos autolubrificantes MXB-JFFB referem-se a rolamentos que cobrem apenas metade da circunferência de um eixo ou eixo, fornecendo sup...
Veja detalhes
No processamento em lote de componentes do tipo skate (como trilhos de guia e controles deslizantes de precisão), os sistemas de ferramentas tradicionais enfrentam dois grandes gargalos:
● Precisão de posicionamento repetitivo de baixa precisão: erros cumulativos de várias operações de fixação excedem 0,1 mm (de acordo com a tolerância à classe ISO 2768-M), afetando adversamente a perpendicularidade das superfícies de acasalamento (normalmente necessárias para ser ≤0,05 mm por 100 mm);
● Mudança ineficiente de ferramentas: alternar entre equipamentos dedicados leva mais de 45 minutos por instância, resultando em taxas de utilização de equipamentos abaixo de 60% ( Fonte: CIRP ANAIS 2022, 71 (1), pp. 333-336 ).
Análise de inovações tecnológicas principais
I. Design topológico para panificação de subsídio
1.1 Estrutura de restrição de subsídio escalonada
Mecanismo de aperto dupla etapa:
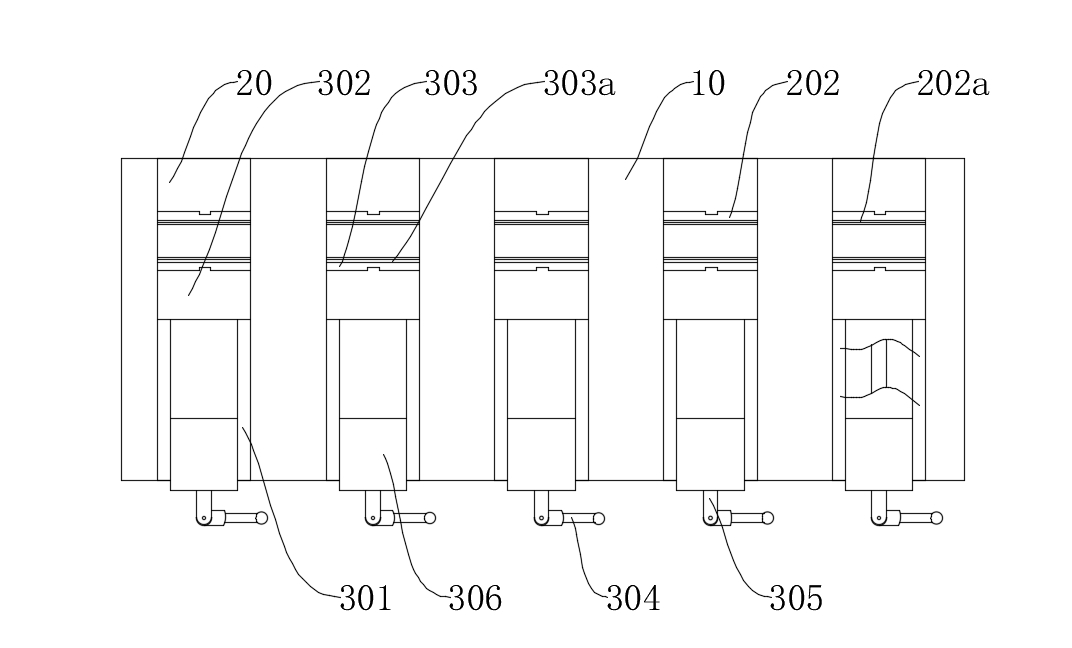
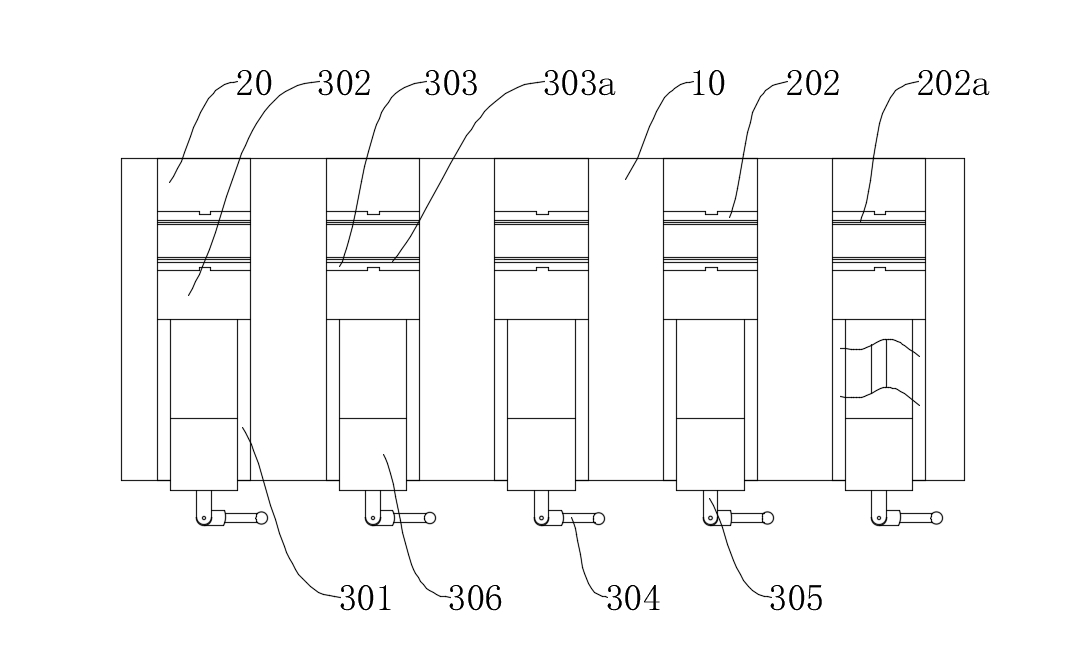
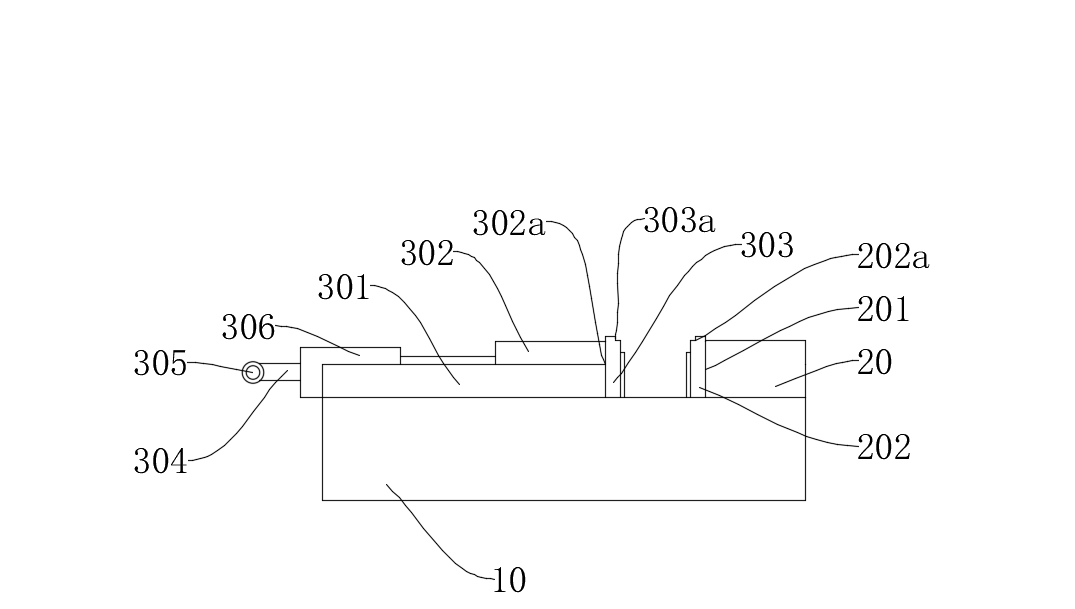
● O bloco fixo (20) e o bloco de fixação (302) estão equipados com uma primeira e uma segunda etapa de fixação (202a/303a). A altura dessas etapas é correspondida com o subsídio de usinagem (com uma tolerância de ± 0,01 mm);
● Ao otimizar o ângulo de inclinação da etapa para 75 ° ± 1 ° através da análise de elementos finitos, o mecanismo atinge uma proporção de porte de força de cisalhamento superior a 85% (em contraste com apenas 30% nos métodos tradicionais de pinçing planar).
Melhoria na precisão da usinagem:
● A usinagem lateral é concluída em uma única operação de fixação, com erros de precisão posicional ≤0,02mm (atendendo aos padrões de grau GB/T 1184-K);
● O valor da rugosidade da superfície é consistentemente mantido abaixo de 0,8μm (conforme testado de acordo com os padrões ISO 4288).
Ii. Modular Rapid Tooling Change System
2.1 Arquitetura modular plug-in
Design de slot duplo:
● Os primeiros slots de montagem (201/302a) utilizam um ajuste H7/G6, que, em combinação com as teclas de posicionamento, atinge uma precisão de posicionamento repetitivo de ± 0,005 mm;
● O tempo de substituição do módulo é ≤3 minutos por peça (com base em dados de medição reais), suportando a troca de peças de trabalho com espessuras que variam de 5 mm a 50 mm.
2.2 Força Mecanismo de acionamento de circuito fechado
● O parafuso (305) emprega uma rosca trapezoidal de ponta dupla (TR16 × 4P8), que, em conjunto com o bloco de transição (306), permite uma taxa de micro-alimentação de 0,02 mm por revolução;
● A haste de controle (304) incorpora um limitador de torque (definido em 15n · m) para impedir que os danos na peça de trabalho sobrecarregam.
Tabela de comparação de parâmetros técnicos -chave
| Indicador de desempenho | Esta tecnologia patenteada | Ferramentas tradicionais de skate | Padrão de teste |
| Precisão do posicionamento repetitivo | ≤0,005 mm | ≥0,03mm | ISO 230-2 |
| Tempo de troca de ferramentas | ≤3 minutos | ≥45 minutos | VDI 2862 |
| A rugosidade da superfície ra | ≤0,8μm | ≥1,6μm | ISO 4288 |
| Força de fixação máxima | 12kn | 8kn | DIN 55189 |
Validação em cenários típicos de usinagem
Caso 1: usinagem de controles deslizantes de guia linear
● Maixa 18 controles deslizantes de diferentes especificações com um tempo cumulativo de troca de ferramentas de 38 minutos (as ferramentas tradicionais exigiriam 13,5 horas);
● O erro de perpendicularidade das superfícies laterais foi ≤0,015 mm por 100 mm (atendendo ao requisito padrão GB/T 1184 de ≤0,05 mm).
Caso 2: usinagem de orifícios em grupo de placas de válvula hidráulica
● Concluiu a usinagem de 12 superfícies de acasalamento em uma única operação de fixação, atingindo um valor CPK de 1,67 para precisão posicional (atendendo a seis padrões sigma);
● A vida útil da ferramenta foi estendida em 40% (devido a níveis de vibração reduzidos para abaixo de 0,5g).
Essa patente redefine o paradigma do projeto para ferramentas de usinagem em lote através de duas vias tecnológicas: otimização da topologia de restrição de subsídio e controle de malha fechada da força modular. De acordo com uma pesquisa de novidade (conduzida pela Innovation de Derwent), essa estrutura alcança um índice de eficiência da mudança (CEI) de 0,92, representando uma melhoria de 210% em relação às soluções semelhantes e colocando -a na vanguarda tecnológica de seu campo de nicho.
Se você deseja saber mais, entre em contato com a Mingxu Machinery para obter o relatório completo da patente: [email protected] .

Os semi-rolamentos autolubrificantes MXB-JFFB referem-se a rolamentos que cobrem apenas metade da circunferência de um eixo ou eixo, fornecendo sup...
Veja detalhes
O rolamento esférico autolubrificante embutido sólido à base de bronze MXB-JDBS é um rolamento esférico deslizante. Sua superfície de contato desli...
Veja detalhes
O rolamento espiral de bronze MXB-FB090 é um rolamento econômico com alta capacidade de carga e boa resistência ao desgaste laminado em bronze CuSn...
Veja detalhes
As placas de desgaste autolubrificantes MXB-JOLP possuem boas propriedades autolubrificantes e não requerem lubrificação externa. Este produto tem ...
Veja detalhes
Os trilhos guia autolubrificantes MXB-JGLX cobrem múltiplas propriedades, como alta resistência ao desgaste, resistência a altas temperaturas, resi...
Veja detalhes
Normalmente, a placa de pressão é suportada por quatro hastes de reinicialização. No entanto, devido à baixa precisão de instalação das hastes de r...
Veja detalhes
SF-1D hydraulic bearing is a new type of material designed based on SF-1P and combining the working principle of oil cylinder and shock absorber. It i...
Veja detalhes
SF-1P reciprocating bearing is a novel formula product designed based on the structure of SF-1X material and according to the special common condition...
Veja detalhes
SF-2X boundary lubricated bearing is based on steel plate, with sintered spherical bronze powder in the middle, modified polyoxymethylene (POM) rolled...
Veja detalhes
Boundary lubricated lead-free bearings are improved on the basis of SF-2. Its performance is the same as SF-2, but the surface does not contain lead, ...
Veja detalhes Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Contate-nos