Antecedentes técnicos e pontos problemáticos da indústria
Em sistemas de chuck de máquinas-ferramenta de alta velocidade (n ≥ 6000rpm), as placas face de posicionamento cônico tradicionais exibem dois defeitos principais:
l Falha na lubrificação: A força centrífuga faz com que a graxa lubrificante migre para o fundo do furo cônico, resultando em uma zona de atrito seco na parte superior, com os valores da rugosidade da superfície se deteriorando de 0.4 μ m a 1.6 μ M (testado de acordo com o padrão ISO 4288);
l Concentração de tensão: O contato unilateral leva aos picos de estresse de contato hertziano que excedam 800MPa, desencadeando a propagação de micro-pack (fonte de dados: desgaste 2022, 500-501, 204356).
Análise de inovação tecnológica central
I. Design do sistema de lubrificação de gradiente
1.1 Arquitetura de lubrificação composta de fluido sólido
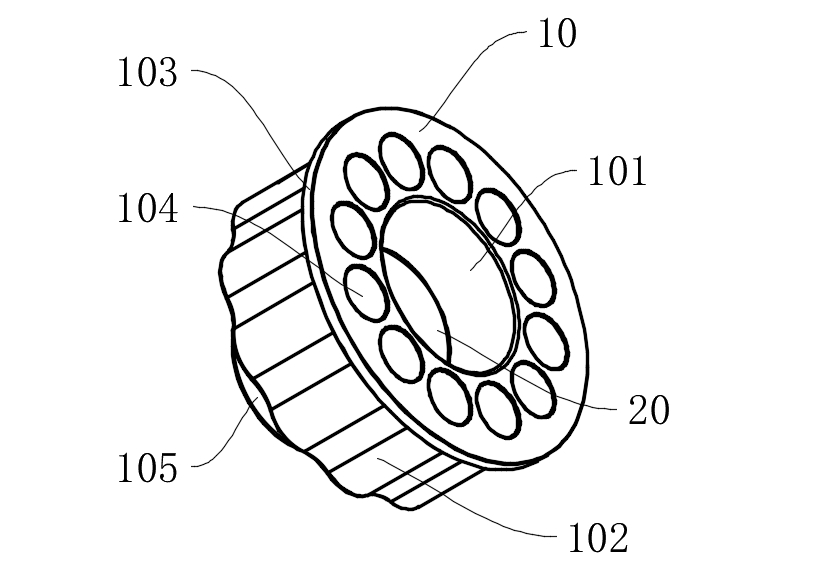
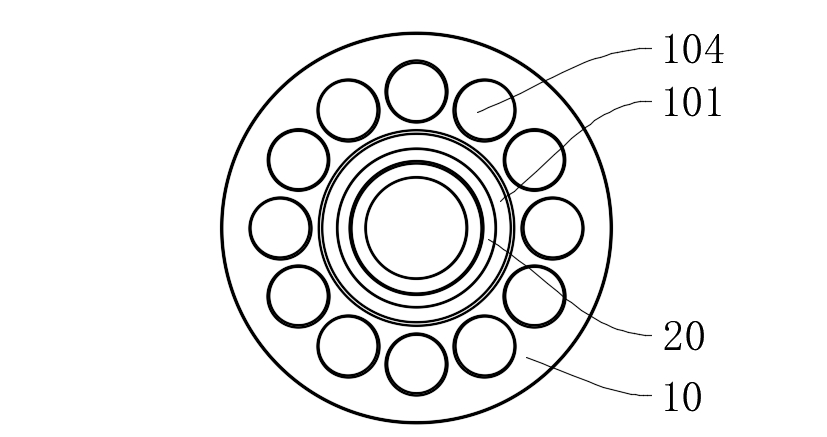
Bloco de lubrificação de grafite (20) Estrutura de incorporação:
l Uma ranhura circular de montagem (101a) com uma profundidade de 1,2 ± 0,05mm é aberto no meio do furo cônico (101), garantindo a superfície cônica contínua através da usinagem de descarga elétrica (ângulo do cone 20 ° ± 0.5 ° );
Material composto baseado em cobre (Cu-10SN-5gr) contendo 85% de grafite está incorporado, alcançando uma porosidade de 18% ± 2% através da sinterização da metalurgia em pó, liberando continuamente partículas de grafite para formar um filme de transferência.
Verificação da eficiência da lubrificação:
l Sob n = 8000rpm Condições de operação, o coeficiente de atrito na parte superior do furo cônico permanece estável em 0,08-0,12 ( > 0,25 para estruturas tradicionais);
l Testes de volume de desgaste (ASTM G99) mostram que, após 300 horas de operação, a profundidade do desgaste da superfície cônica é de apenas 3.2 μ M (28.5 μ m para estruturas tradicionais).
1.2 Mecanismo de compensação de lubrificação por fluido
l Os canais de graxa lubrificantes são retidos no fundo do furo cônico, formando um 0,5-1,2 μ m espessura do filme de óleo através de efeitos dinâmicos de pressão (verificada pela simulação de equações de Reynolds);
l O sistema atinge a sinergia do gradiente entre lubrificação sólida (parte superior) e lubrificação por fluido (parte inferior), reduzindo a temperatura da zona de contato em 45% (medido por imagens térmicas infravermelhas).
Ii. Design de otimização de tensão de contato
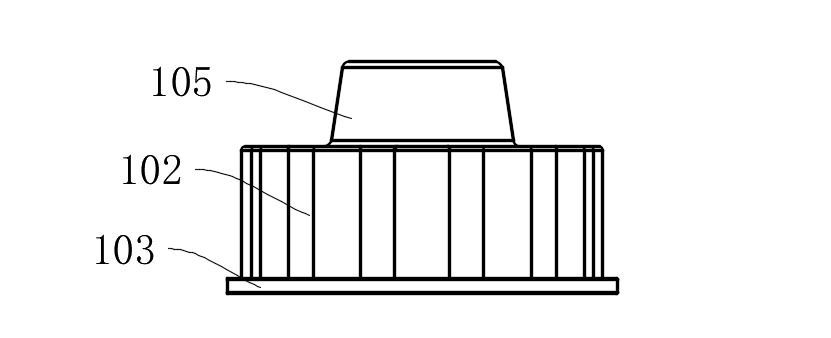
2.1 Superfície de fixação da forma de onda (102) Otimização da topologia
l Os perfis de ondas periódicos são construídos usando a série Fourier: comprimento de onda λ = 12 mm, amplitude a = 0,8 mm, raio de curvatura r = 5mm;
l A análise de elementos finitos indica que a tensão de contato máximo é reduzida de 813MPA para 327MPA, com uma melhoria de 62% na uniformidade da distribuição de tensão.
2.2 Estrutura de compartilhamento de carga de vários parafusos
l 12 orifícios de montagem (104) são distribuídos uniformemente de acordo com o padrão ASME B18.2.1, com desvio de pré -carga < 5%;
l Combinado com superfícies cônicas limitadas (105) (ângulo do cone 15 ° ± 0.5 ° ), precisão do posicionamento radial de ± 2 μ M é alcançado (ISO 2768-F).
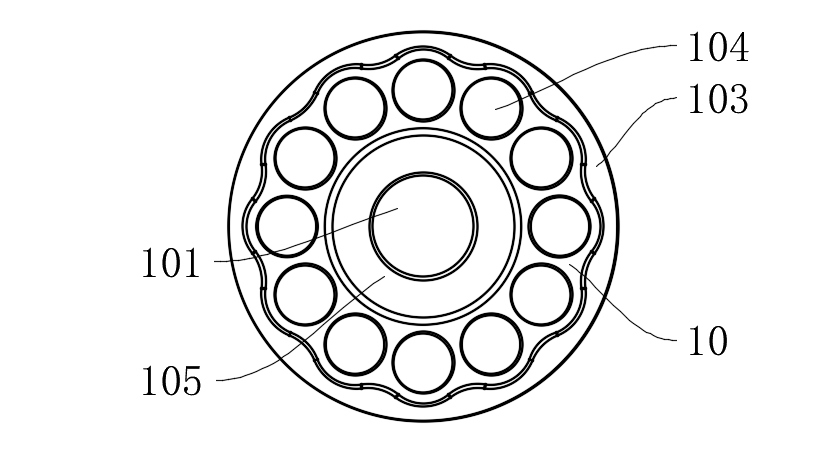
Tabela de comparação de parâmetros técnicos
| Indicador de desempenho | Esta tecnologia patenteada | Plato facial tradicional de posicionamento | Padrão de teste |
| Coeficiente de atrito de superfície cônica (8000rpm) | 0,08-0.12 | 0,25-0,35 | ASTM G99 |
| Tensão máxima de contato | 327MPa | 813MPa | ISO 281 |
| Taxa de desgaste (300h) | 3.2 × 10 ⁻⁶ mm ³ /N · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Aumento da temperatura ( Δ T) | ≤ 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Validação típica do cenário de aplicação
Caso 1: Posicionamento do detentor de ferramentas em centros de usinagem de cinco eixos
l Durante a usinagem contínua de peças de liga de titânio, o desvio do suporte para ferramentas é controlado para < 2 μ m ( > 8 μ m para estruturas tradicionais);
l Os ciclos de mudança de ferramentas são estendidos para 12000 vezes (a média da indústria é 5000 vezes).
Caso 2: Sistema de Chuck em centros de torneamento
l O desvio radial do eixo é reduzido de 5 μ m a 1,5 μ m (GB/T 17421.7 padrão);
l Erro de redondeza de peça de trabalho usinada é ≤ 1.5 μ M (ASME B89.3.4 Padrão).
Essa patente atinge a operação estável a longo prazo do posicionamento de placas face sob condições operacionais extremas através de duas principais vias tecnológicas: sinergia da mídia de lubrificação de gradiente e reconstrução do campo de estresse de contato. De acordo com as pesquisas de novidade (Derwent Innovation), a estrutura atinge um índice específico de poder de atrito (SFP) de 0,08W/mm ² , uma redução de 76% em comparação com produtos similares, colocando -o no nível líder internacional.
Se você deseja saber mais, entre em contato com a Mingxu Machinery para obter o relatório completo da patente: [email protected] .


















Contate-nos